
{{ name }}
Réf. {{ combinedCodeWithHighlight }}
Référence:
EAN / GTIN:
Réf. fabricant:
Cat. N° de cat.:

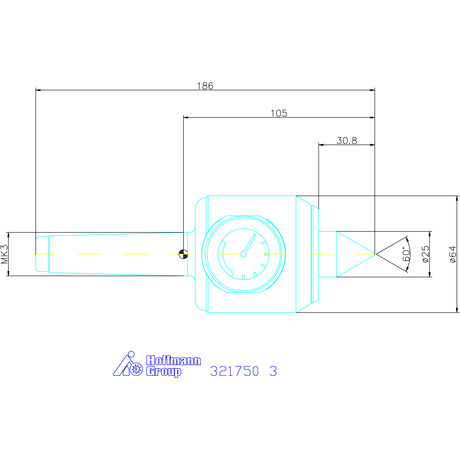

| Cône morse | CM3 | |
| ⌀ corps D | 64 mm | |
| Longueur utile B | 105 mm | |
| ⌀ pointe max. 60° A | 11 mm | |
| ⌀ pointe max. 30° A | 25 mm | |
| Erreur de concentricité max. | 0,01 mm | |
| Pour poids de la pièce | 400 kg | |
| Force de serrage axiale maximale | 550 daN | |
| Type de produit | Pointe de centrage |
| Référence article | 219455 | |
| Numéro de catalogue | 321750 | |
| EAN / GTIN | 4019208017112 | |
| Réf. fabricant | 060798 | |
| Fabricant/personne responsable | Röhm GmbH, Heinrich-Röhm-Straße 50, 89567 SONTHEIM/BRZ, Deutschland, www.roehm.biz |